Insights
J.S. Held Acquires Shechter & Everett to Expand Forensic Accounting Capabilities for Family Law Disputes in Florida
Read MoreThere are many commercial uses for wood products ranging from large dimensional lumber to intricate cabinetry to veneer products to pellets for wood stoves and paper. Transforming a living tree into these commercial products requires a range of specialized equipment. Debarkers, metal detectors, saws, conveyors, shredders, milling machines, baghouses, kilns, and boilers operate together in carefully orchestrated processes to produce the wood pieces used throughout the construction industry. If one machine in the line is damaged, the entire process can be affected, and modifications to the undamaged machines may be required. Due to the growth of automation, changes in environmental considerations, and technological advances, evaluations must start with a deep understanding of the overall process to ensure that submitted quotes contain like kind and quality equipment which does not require replacement of other components or costly upgrades.
Often, sawmill fires result in significant damage to the structure and equipment. Though replacement may be warranted for some items, detailed documentation of models, serial numbers, options, and damages is critical. Additionally, applicable codes and environmental regulations for each geographic area are considered before a final disposition is made for the equipment and replacement pricing is finalized.
The purpose of this paper is to summarize the history of the sawmill industry, discuss advances in technological automation and optimization, and present code and environmental regulations which must be addressed for any sawmill evaluation. Every claim is unique, and the information contained in this discussion is not meant as a substitute for the individual evaluation of each loss. The following information may be of particular interest to claims professionals, adjusters, underwriters, sawmill owners and prospective owners.
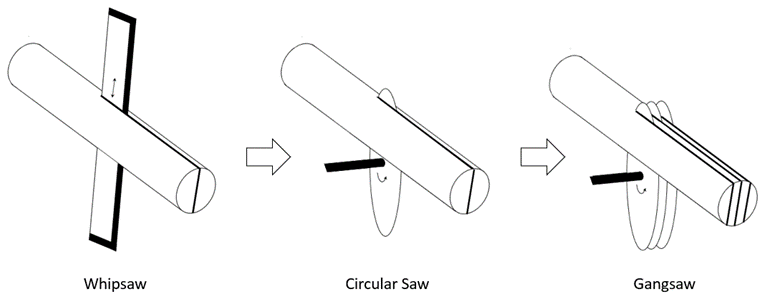
The earliest known sawmill was a Hierapolis water-powered stone sawmill used in the Roman Empire during the second half of the 3rd century. This mill utilized cranks and connecting rods to transfer the energy from flowing water to the saws but did not use gear trains. The design and construction of these sawmills incrementally improved from the 3rd to 6th century. By the 11th century, similar mills were used throughout the medieval Islamic world from Spain to North Africa to Central Asia. These mills used single-blade saws, known as whipsaws, which reciprocated horizontally to cut through materials.

In the early 13th century, sawmills spread to medieval Europe and were used throughout the continent by the 17th century. Their use shifted from stone to wood cutting as wood resources were plentiful. Prior to the invention of the sawmill, boards were made by using one of two methods—splitting (riving) the log with an axe and planing the flat surfaces or cutting along the length of the log with a whipsaw. Cutting required two people, one above the log and one below, following a chalk line to rip the log into boards. This was later adapted to use water or wind power to turn a wheel. The rotational motion was translated into reciprocation of the straight saw blade using a pitman arm connecting rod. Initially, only the saw was powered, and loading/aligning the logs was still done by hand. A water-powered movable carriage was later developed to provide steady movement of the log through the saw blade.
The sawmill was not widely applied in the United States until the late 18th century. Though the sawmill was a significant improvement over the two-person hand process previously employed, output of these early mills was quite low. These mills would generally only operate during peak logging seasons and may have output 500 boards per day.
The next major technological improvement came during the Industrial Revolution when circular saw blades replaced the rigid straight blades previously used. The gangsaw was invented which used multiple circular saw blades cutting simultaneously to reduce the log to a board in one step.
These new blades were expensive and more susceptible to damage from overheating or dirty logs. This created demand for a new technician, the sawfiler. A sawfiler’s primary job was to sharpen and set saw teeth. Additionally, they learned to hammer the saw. To hammer a saw is to counteract the forces of heat and cutting by deforming the saw with a hammer and anvil. Modern circular saw blades have replaceable teeth to extend their working life, but hammering the saw is still required. Additionally, band saws are used in conjunction with circular saws, and the band saw blades also require filing and maintenance. Larger mills may have a separate area known as a filing room with dedicated equipment.
Steam power and the expansion of railroads freed the sawmill geographically. No longer was running water required to power the equipment, and logs could be delivered by rail rather than by river. Mobile sawmills, using steam or gasoline-powered traction engines, were invented. Steam powered mills could be significantly more mechanized, and this allowed scrap lumber from the mill to power the boiler, which, in turn, generated steam for the equipment. Efficiency was greatly increased but this also increased the complexity and capital cost of the mill significantly.
The introduction of electricity and rise of computers has transformed the humble sawmill into a massive, automated industrial facility. Production can now amount to two-million board feet per day with modern operations producing 100 to 700 million board feet annually. This increase in productivity and automation has transformed the industry resulting in capital costs dramatically increasing. The cost of a modern facility can range from $500,000 to over $100,000,000 depending on production capacity, process automation, optimization, dust collection, fire suppression, and electronics utilized. Mobile sawmills are still used personally and professionally for many communities and specialty markets with costs ranging from $100 for a chainsaw attachment to $20,000 for industrial, diesel-powered units.
The increased prevalence of computers and technology in the industry has complicated the claim review and scope definition process. If equipment in a filing room on the upper level of a mill caught fire but was extinguished before the fire spread to the lower level, clearly the wood waste collection equipment in the basement would not require replacement. Or if the basement of a mill was flooded but the quote presented includes the boiler that was in another building at a higher elevation, this would immediately raise questions. Other claim submissions may seem to match the observed loss scope, but without an understanding of the anatomy of a sawmill, history of the equipment, production details, regulatory requirements, and available technology, it may be impossible to identify pre-loss options, obtain correct replacement equipment, and determine accurate pricing.
The modern sawmill process generally takes green lumber (tree trunks up to 30 feet long) from the lumber yard, removes the bark from the logs, passes the log through a large vertical bandsaw several times creating a square cant, uses a gangsaw to cut boards from the cant, planes the boards to various thicknesses, and crosscuts boards to final lengths which are then dried to become finished lumber. Throughout this process, the generated wood waste is controlled and collected to be used elsewhere in the facility or sold to another vendor. Some facilities are involved in part of this process, i.e., converting green lumber logs to undried cants, while other facilities debark, cut, dry and mill wood into final, finished products.
Some common upgrades are related to increased automation, process improvements, operator safety, spark detection, and fire suppression systems. As one might imagine, the equipment involved in the sawmill is heavy-duty industrial equipment which represents a significant capital investment and can be operated for a long time with proper maintenance. Given the large capital expense and heavy gauge construction of industrial sawmill equipment, it is common to see equipment in the field which is 30 years old, and some can even be over 100 years old. The fundamental function of the debarker, log carriage, headsaw, resaw, gangsaw, planer, and hog shredder have not changed but advances in electronics and computers have introduced optimization upgrades which minimize waste while increasing process speed and output. Similarly, wood waste collection, boiler, and process controls function much as they have since the introduction of electricity but there have been significant advances in efficiency, automation, and safety that can greatly increase cost. Some features may be required by safety or environmental regulators, and these can increase the cost of the like kind and quality replacement equipment significantly.
A three-story sawmill experiences a fire on the upper level. The fire damages equipment in the third floor where the filing room is located. The structure is not consumed in the fire but a proposal to replace all equipment in the facility is submitted.
A detailed site inspection is performed, which reveals that filing room equipment—automatic blade levelers, bandsaw blades (30’ - 45’), CNC blade filers, and welders—from the third floor were consumed in the fire. The second level contained the debarker, log carriage, headsaw, resaw, sawyer control booth and planer which were affected by smoke and water. The lower level contained several baghouses, cyclones, and hog shredders which were lightly affected by water.
Knowledge of the equipment is critical in determining the scope of damage and understanding which items should be considered a constructive total loss and which items could be restored. Most equipment is designed for 24-hour operation and will begin to develop surface corrosion from atmospheric humidity when not in use. Such corrosion does not always indicate equipment suffered water damage (i.e. from firefighting activities on the third floor) and often can be resolved by resuming operation with minimal restoration.
There are some instances when an upgrade is more cost effective than a like kind quality repair or replacement for the overall claim, considering business interruption coverage and/or cost and lead time of manufacturing a custom replacement for a discontinued machine. The manufacturer of the equipment may no longer be operating or the lead time for restoring a discontinued model may significantly extend the period of restoration. New equipment generally has more automation, a higher production capacity, and additional safety features. Consideration of regulations, familiarity with industry equipment, and understanding of functional capabilities is required to identify and classify upgrades versus technological updates and improvements in available technology.
Common upgrades include increased power, cutting optimization, and fire suppression systems. An item could be restorable, but the manufacturer no longer supports that model, meaning that repair components require custom tooling and have a high cost or long lead time. The current model has a much shorter lead time but is larger, has increased production capacity, and upgraded standard features. Sometimes changes to electrical supply, material feed, or waste collection systems are also required. In these instances, a consultant’s knowledge is crucial to quantify the cost delta, identify the upgrades and their causes, and present this information to all interested parties.
Older mills generally use a positive pressure dust collection system composed of conveyors, hog shredders, fans, cyclones, and baghouses to process wood waste and transmit it as sawdust to a boiler, storage silo, or into trucks for transport off-site. Conveyors transfer the waste to fans located upstream of the baghouse or cyclone. These fans push the air/dust mixture through ducting into the cyclones or baghouses where dust is captured in filter bags. In this system the air pressure inside the ducts and baghouses is higher than atmospheric pressure. If a fire occurs inside the system, the pressure increases further, and deflagration can result. Deflagration is the propagation of a pressure wave (at a subsonic speed) from the ignition of a combustible dust; this includes both fires and explosions. Indeed, aerosolized wood flour can be ten times more explosive than gasoline vapors. Negative pressure systems use similar components but draw the air/dust mixture through the filters with fans located downstream of the baghouse or cyclone. A fire within the system may still propagate and result in significant damage but the deflagration risk is significantly reduced by the design of the system.
A fire occurs within the dust collection system outside a wood manufacturing facility. Sawdust from the baghouse is then transferred to the boiler which powers a drying kiln. The system is a positive pressure system, and an explosive deflagration event occurs within the exterior equipment. When the replacement proposal was submitted, the total dust system cost was approximately $1,000,000, which included the replacement of undamaged areas of the system and $260,000 of new equipment that was not in the pre-loss system.. The Insured states this is required by the NFPA 664 code.
The Insured initially believes damage to be limited to the exterior dust collection system, but after a joint inspection the scope of damage expands to include interior equipment which is believed to have been damaged by vibrations from explosive deflagration. The equipment is restorable, but the specific model has been discontinued and is no longer supported by the manufacturer. Repair parts will need to be custom manufactured with a 14-week lead time. A current model replacement machine has a higher capacity but is available in six-to-eight weeks. A detailed analysis finds that this upgraded capacity is primarily due to advances in available technology and confirms this as the closest available replacement. Cost of restoration is slightly lower than replacement but the shorter lead time for replacement reduces the period of restoration and helps mitigate the overall claim.
After a review of the proposal, analysis of the NFPA code, and discussions with appropriate parties, it is determined that approximately $230,000 of new equipment is suggested by the NFPA code. This portion of the cost is applied to the code upgrade portion of the policy. The remaining new equipment, totaling $30,000, is not related to the NFPA code scope. This equipment is an upgrade to the performance beyond the pre-loss system and is not recommended.
Sawmills and other woodworking facilities generate ample combustion fuel simply due to the materials used and the nature of the work. Heat is generated from friction during cutting, high voltage electricity powers the equipment, metal fragments in wood can cause sparks, hot work (including welding of sawblade teeth and maintenance) is required, and large quantities of combustible waste may be generated and stored on-site. Prevention of fires requires regular equipment maintenance, inspections of fire prevention systems, training of employees, and adherence to industry best practices. The figure below shows the leading causes of fires at woodworking facilities based on an industry survey from 2012.
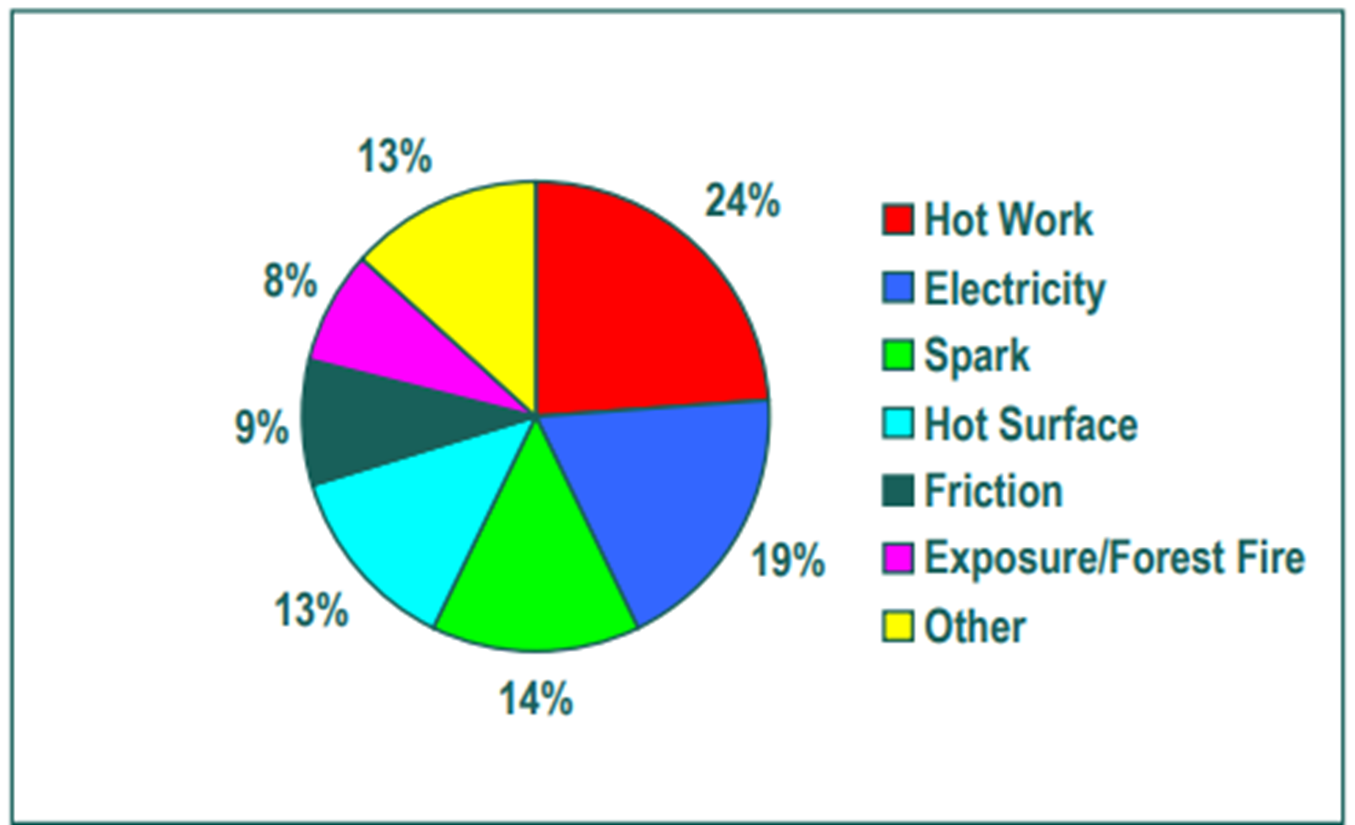
As shown in the figure above, hot work is believed to be the leading cause of fires at wood processing facilities. Hot work is any temporary operation that involves open flames or generates heat or sparks. Examples of hot work include braising, cutting, grinding, soldering, and welding. Importantly, hot work fires are preventable with training and adherence to a hot work program. Many of these fires are minor and do not result in a significant loss. The figure below shows key factors contributing to uncontrolled fires which can result in significant losses.
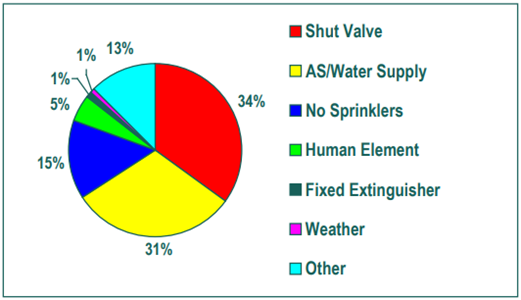
This graphic shows that most fires get out of control due to issues with the valves or water supply in the fire suppression system. Regular inspection of valves and tests of fire suppression system performance can prevent many significant losses. Interestingly, many fires become uncontrolled due to a lack of sprinklers or insufficient fire suppression systems.
In 1960, two existing codes from the National Fire Protection Association (NFPA)—NFPA 662 from 1930 and NFPA 663 from 1934—were combined into the new NFPA 664 standard for the prevention of fires and explosions in wood processing and woodworking facilities. The 2012 edition of this code included a new definition of deflagration hazard with new methodology for determination of a deflagration hazard. This is commonly cited when damage occurs to an older dust collection system and is used to justify the addition of backflow dampers, fire suppression nozzles, explosion-proof shutoff valves, or wholesale changes to the design of the system including areas of the dust collection system that were not directly damaged in the loss. It is important to note that the NFPA code must be understood and interpreted for each specific instance. The code suggests minimum safety requirements but defers to the party having jurisdiction, oftentimes a local fire marshal, for final requirements. Detailed analysis of proposals is required to properly quantify these costs, understand what is required, and determine appropriate coverage.
Example Evaluation Two (above) showed how equipment that is not directly impacted by the initial event, i.e., not damaged by heat from a fire, may still be affected and all equipment in the loss vicinity should be inspected to confirm the condition and set the initial loss scope. The boiler system may also become involved despite not suffering direct damage. The boiler may become damaged during startup after an extended period of disuse during restoration. Also, compliance with new EPA regulations may be required depending on site regulations and loss scope. Boilers generally control emissions through operational controls which modify air/heat flow to adjust temperature, humidity, etc., thereby changing combustion byproducts. If operational controls are insufficient, secondary control methods such as wet scrubbers, electrostatic precipitators, etc., may be required. A thorough analysis of the boiler permit and local environmental regulations can properly identify the correct scope of work, the costs associated, and determine the validity of these claims.
A fire starts in the main production area of an old veneer mill and spreads quickly, engulfing the building before the fire department can control the blaze. Upon site inspection, it is clear none of the equipment in the building is economical to repair as it has sustained severe thermal damage. This mill contains a lathe and other processing equipment to slice a thin layer of wood off a rotating log to make plywood veneer.
The equipment is relatively old, meaning that many of the OEMs are out of business or have long ago discontinued the models that burned. Therefore, a certain level of reverse engineering is required to properly document the equipment. With equipment nameplates missing or illegible from the heat, field measurements and experience with similar equipment is relied on to identify which machines may have been present and the capabilities and features of each.
Long lead times cause the replacement equipment to be on the critical path to restarting the mill, so the Insured works quickly to get quotes from their vendors. Quotes are analyzed in real-time to verify the equipment is of like kind and quality and machine features that are elective upgrades over the original are identified. Costs associated with these upgrades are then estimated, which enables the Adjuster and Insured to have meaningful conversations about coverage.
Determining the appropriate scope of loss and corrective actions following a sawmill loss requires robust knowledge of the history of the industry and an understanding of current trends in mill equipment and technology. Additionally, code-related upgrades presented are not always required or separately identified by Insureds or vendors. Careful analysis of each individual claim submission helps ensure the Insured is restored with like kind and quality equipment, mitigates the overall loss, identifies code-related items, and allows proper coverage to be applied.
We would like to thank Joe Wagner, Anthony Iacono, and Shawn Bowers who provided insight and expertise that greatly assisted this research.
Joseph C. Wagner is a Senior Vice President and Regional Lead in J.S. Held’s Equipment Consulting Practice. He is a commercial equipment consultant, primarily for the insurance industry. Joseph’s experience includes industrial machinery, millwork, collision centers, forestry and mills, medical facilities, commercial refrigeration, aviary and egg processing facilities, hotels, and resorts. He possesses strong skill sets including project management, estimating, disposition assessment, and remediation recommendations. He has experience with large catastrophic losses and has worked on a variety of claims resulting from fire, flood, hurricanes, and tornados.
Joe can be reached at [email protected] or +1 330 278 0257.
Shawn Bowers is an Assistant Vice President in J.S. Held’s Equipment Consulting Practice, consulting both domestically and internationally. He specializes in damage assessment, feasibility of repair versus replacement, comparable replacement analysis/estimates, actual cash value estimates, production impact resolution, and claim evaluation. Shawn has evaluated a wide variety of equipment and systems including, but not limited to, dry-cleaning/commercial laundry, sawmill/wood manufacturing, commercial ovens, manufacturing/industrial, car wash systems, medical/dental components, mining/off-highway and other specialized equipment. His areas of concentration are industrial machinery, mechanical systems, food processing, manufacturing and laundry equipment.
Shawn can be reached at [email protected] or +1 330 278 0258.
Each year, the direct and indirect impact of large loss fires contributes to billions of dollars in damages. The vast nature of these events requires the involvement of multiple parties to effectively address all aspects...
Fuel station technology is evolving rapidly. Fuel dispensers, underground storage tank monitoring systems, and point of sale systems are closely integrated and reliant on each other for the station to function. If one component of...
While some hazards are readily visible and easily noticeable, others are hidden. Whether it’s a roof evaluation or a major fire to a manufacturing plant, being properly prepared for site hazards with adequate equipment for...